Реферат: MIG MAG TIG сварка, установка ванн и душевых поддонов, соединение пластмассовых труб
Ванны и душевые поддоны.
Ванны.
Ванны изготовляют из чугуна или стали внутренние поверхности
покрывают эмалью. В лечебных учреждениях применяют керамические ванны. Чаша
ванны в плане имеет прямоугольную форму, иногда закругленную с одной стороны.
Вместимость ванны 100...200 л, размеры 1700/750 мм, глубина 400…460 мм.
Выпускаются сидячие ванны и глубокие поддоны.
Арматуру ванны устанавливают с торцевой стороны ванны, со стороны ног
купающегося. Сливной арматурой ванны служит выпуск, закрываемый пробкой; переливная
труба и перелив. Выпуск и переливная труба соединяется под дном ванны
тройником, к которому присоединяется гидразатвор (напольный сифон для ванны.диняется под ванный переливсливной ванны со стороны ног
пупающегосякие поддоны.
акругленную с одной стороны.
Для установки ванны, ее нужно положить на бок и монтировать напольный
пластмассовый сифон с переливом и выпуском или чугунный сифон с латунным
выпуском и чугунным переливом. Иногда приходится собирать сифон из переходного
тройника и других выточенных на токарном станке и сварных деталей. Затем нужно
присоединить ножки и поставить ванну так, чтобы выходной патрубок пластмассового
или самодельного сифона вошел в канализационную трубу. В чугунный сифон
ввернуть стальную трубу, хотя можно и его выходной патрубок вставить в раструб
чугунной трубы.
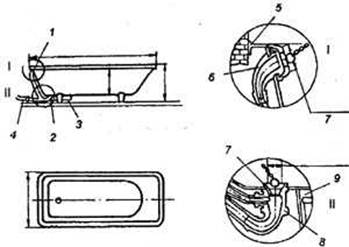
Установка и эксплуатация ванн: I - узел перелива; II - узел выпуска; 1 -
отверстие ванны под перелив; 2 - отверстие ванны под выпуск; 3 - уравнитель
электрических потенциалов; 4 - канализационная труба; 5 - борт ванны; 6 -
пластмассовый перелив; 7 - пластмассовый выпуск; 8 - пластмассовый выпуск; 9 –
ножка
Сифоны для ванн бывают
следующих типов:
  
Ванну,
по возможности, вплотную нужно сместить к стене и придать уклон в сторону
выпуска. Стык сифона и канализационной трубы зачеканить. Уравнитель
электрических потенциалов привернуть одной стороной к спецприливу на ванне в
процессе монтажа сифона. Вторую сторону уравнителя подсоединить к водопроводной
трубе или заземлить после установки ванны. Уравнитель потенциалов защищает
касающегося ванны человека от поражения статическим электричеством, возникающим
от удара струи о поверхность ванны. Чугунные ванны, изготовленные в Турции, к
примеру, имеют внутри ванны металлические хромированные рукоятки. Для
купающегося они красивы и удобны. Корпус этой ванны необходимо заземлить.
Сложнее с электробезопасностью в ваннах с гидромассажем. Металлические
хромированные сопла выступают над внутренней поверхностью ванны. Саму ванну
изготавливают из фаянса (Италия), пластмассы (Словакия) и т.п. Каждая ванна с гидромассажем
оснащена электромотором, который через трубы гонит воду. Заземление
электрооборудования этих ванн обязательно! В случае засора ванны начинать нужно
с прокачки вантузом. Но чтобы под чашу вантуза не попадал воздух. У верхнего
края ванны есть сетчатая крышка перелива, которую трубопроводом через тройник
соединяют с выпуском. Нужно закрыть крышку перелива чашей второго вантуза,
смоченной в воде. Следовательно, для прокачки ванны нужно иметь два вантуза и
работать вдвоем. После удачной прокачки открыть кран, чтобы вода промыла трубы,
и вновь повторить прокачку. Если на смесителе имеется гибкий шланг, то его
душевую сетку приложить к выпуску на несколько минут и откройте горячую воду.
Вместо вантуза можете использовать влажную тряпку, но подсоса воздуха в этом
случае не избежать. При очень сильном засоре канализационных труб под ванной
прокачка вантузами результата не дает. В этом случае вывернуть заглушку,
закрывающую прочистку в канализационной трубе для стока воды из ванны. Ввести в
прочистку трос и двигать им вперед-назад. Чтобы облегчить работу, нужно открыть
кран горячей воды над ванной. Вода "смажет" трос и одновременно
унесет часть засора. В процессе работы могут возникнуть трудности. В жилых
домах, построенных за последние пару десятилетий, канализационная труба ванны в
основном располагается над полом. В нее опущено и колено сифона умывальника.
Если заглушка не отворачивается или вообще нет необходимости прочистки,
придется разобрать сифон под умывальником, вынуть колено и в образовавшееся отверстие
трубы просунуть трос. После устранения засора и установки сифона получше
зачеканить кольцевой зазор между коленом и отверстием в трубе, так как при
следующем засорении и переполнении ванны в этот зазор направится вода.
Преимущества стальных ванн.
1) Сталь намного
пластичнее чугуна, поэтому из этого материала можно делать ванны любой формы и
размера.
2) Недостаток чугуна заключается в том, что для покрытия эмалью его нагревают
до температуры 1250 градусов. При нагревании чугун выделяется газ, пузырьки
углерода выходят сквозь эмаль, и поверхность чугунной ванны становится пористой
(образуется сеточка). В этих порах со временем скапливается грязь и ржавчина.
Со стальными ваннами такой беды не случится из-за более мелкого размера пор на
эмали.
3) Ванны не гремят и не остывают.
чугунная
ванна: стальная ванна:
 
так же существуют ванны с
гидромассажем:

акриловые угловые:

Души.
Души выполняют в виде
душевых кабин размером 900/900 мм, отдельных от помещения водонепроницаемой
перегородкой или занавесом высотой не менее 180 мм. Душевые кабины могут
быть угловые и круглые. Загрязненная вода от душа собирается поддоном,
изготовленным из чугуна или стали и покрытым эмалью. Форма и размеры поддона
повторяют форму кабины. В углу поддона расположен выпуск и гидразатвор.
Душевые поддоны выглядят
следующим образом:


1)
2)
1) поддон квадратной формы 
2) поддон закругленной формы
3)
3) глубокий поддон
Душевые кабины:

MIG, MAG, TIG – сварка.
MIG – это полуавтоматическая сварка в среде инертных
газов (аргон и гелий).
MAG –
это полуавтоматическая сварка в среде активных газов CO2 (углекислый газ).
TIG –
это ручная сварка неплавящимся электродом в среде инертных газов.
Данные виды сварки могут
использоваться для сварки углеродистых, легированных и цветных металлов. При
этом толщина свариваемых изделий и деталей может изменяться в больших приделах.
Эти виды сварки можно
встретить во всех отраслях народного хозяйства и промышленности. В настоящее
время металлоконструкции, трубопроводы и многие ремонтные работы выполняются
только этими видами сварки.
Данные виды сварки имеют
следующие преимущества:
1)
высокая скорость выполнения
сварного соединения
2)
менее затруднительный процесс
обучения учащихся
3)
легкое переналаживание
оборудования при изменении толщины металла
4)
высокое качество сварных
соединений
5)
чистота сварного шва
К недостаткам относятся:
1) высокая стоимость
оборудования
2) использование
дорогостоящих газов для защиты зоны сварки
3) ограниченный радиус
выполнения сварных работ
4) высокая точность
сборки сварных соединений
Оборудование.
При выполнении MIG MAG TIG – сварки используются
источники питания сварочной дуги постоянного и переменного тока. Они должны соответствовать
следующим требованиям:
1)
иметь регулировку силы сварочного
тока
2)
обеспечивать регулировку подачи
сварочной проволоки
3)
обеспечивать поступление защитного
газа в зону сварки и прекращать подачу газа при перерывах в работе
4)
обеспечивать регулировку подачи
газа в зону сварки
5)
быть надежным и удобным при
эксплотации
По конструкции сварочный
аппарат для MIG, MAG –
сварки состоит из:
1)
баллона для защитного газа
2)
редукторов для регулировки подачи
газа в зону сварки
3)
клапана обеспечивающего отключение
подачи газа при перерывах в работе
4)
катушки со сварочной проволокой
диаметром (0,6; 0,8; 1; 1,2; 1,6)
5)
механизма обеспечивающего подачу
сварочной проволоки в зону сварки
6)
соединительного шланга
7)
горелки
8)
источника питания сварочной дуги
9)
провода – земля (масса)
10)
розетки
На лицевой панели сварочного
аппарата должны быть следующие органы управления:
1)
переключатель режима сварочного
тока
2)
регулятор скорости подачи
проволоки
3)
выключатель питания
4)
гнездо для подключения кабеля
земля и горелки
К дополнительным органам
управления могут относиться:
1) плавная регулировка
силы сварочного тока (градуированная или
дигитальная)
2) переключатель режимов
сварки (точечная, сплошная, прерывистая)
3) переключатель
регулировки подачи проволоки
Сварочный аппарат также может
снабжаться блоком памяти для фиксации режимов сварки. Баллон с
защитным газом должен находиться на одной установке со сварочным аппаратом для
облегчения транспортировки к месту работы. Редуктор должен обеспечивать
плавную регулировку подачи газа в зону сварки. Подающий механизм должен
быть снабжен устройством для регулировки прижима сварочной проволоки. Соединительный
шланг должен обеспечивать надежное соединение со сварочным аппаратом, а
также быть хорошо защищенным от механических повреждений.
Сварочная горелка состоит из рукоятки с выключателем, куда с одной
стороны подходит соединительный кабель, а с другой стороны калиброванный
сменный жиклер. Диаметр жиклера должен соответствовать диаметру сварочной
проволоки. Жиклер сверху защищен съемным наконечником, который должен
периодически очищаться от брызг металла. При работе на больших токах и с
большими диаметрами проволоки держатели могут снабжаться водяным охлаждением.клеретретвовать диаметрей жиклерльный же быть хорошо
закрепленным
Для выполнения MIG, MAG, TIG – сварки
используют следующие аппараты:
PU 300 K
Легкий - всего 33 кг, портативный,
идеально подходящий для работы в цехах и на строительных площадках, PU 300 K
выполняет шесть различных операций: импульсно-дуговая сварка, MIG/MAG-сварка,
сварка TIG (DC), сварка плавящимся электродом (MMA), сварка порошковой
проволокой, MIG-пайка.

Область
применения аппарата столь же широка, как и спектр его функций. Его могут
успешно использовать и специалисты небольших металлообрабатывающих предприятий,
и слесарные мастерские, и фирмы, занимающиеся монтажом и сервисом. Аппарат
обладает большей мощностью (сварочный ток - до 300А).
Управление аппаратом предельно
просто: все имеющиеся функции обозначены на передней панели. Кроме того, для
каждого вида работ существуют апробированные сварочные программы. Еще более
облегчает работу пользователя, экономит его силы и время использование системы
TEDAC, особенность которой заключается в возможности выбирать нужную силу тока,
используя регулятор уровня мощности, установленный непосредственно на держателе
сварочной горелки. Изменение текущего значения силы тока отображается при
помощи изменения цвета светодиода. Кроме того, с помощью сенсорного
переключателя можно сохранять и вызывать, по мере необходимости, до четырех
заранее запрограммируемых сварочных операций. Таким образом, система TEDAC
позволяет управлять сварочным процессом непосредственно во время сварки, не
используя органы управления сварочного аппарата.
Страницы: 1, 2
|