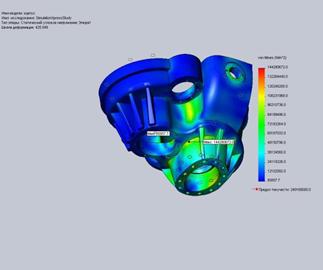
5a. Напряжение
| Имя |
Тип |
Мин |
Место |
Макс |
Место |
| Эпюра1 |
VON: Напряжение Von Mises |
|
| (-389.415 mm, |
| -281.343 mm, |
| 32.1835 mm) |
|
|
| (-116.135 mm, |
| -292.879 mm, |
| 100.881 mm) |
|
корпус-SimulationXpressStudy-Напряжение-Эпюра1
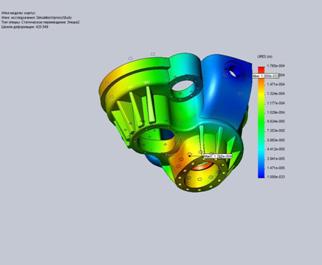
5b. Перемещение
| Имя |
Тип |
Мин |
Место |
Макс |
Место |
| Эпюра2 |
URES: Результирующее перемещение |
|
| (1.62928 mm, |
| 2.39381 mm, |
| 358.367 mm) |
|
|
| (-57.3613 mm, |
| -303.818 mm, |
| -0.515004 mm) |
|
корпус-SimulationXpressStudy-Перемещение-Эпюра2
Приложение
| Имя материала: |
[SW]Литая углеродистая сталь
|
| Описание: |
|
| Источник материала: |
|
| Тип модели материала: |
Линейный Упругий Изотропный |
| Критерий прочности по умолчанию: |
Максимальное напряжение von Mises |
| Данные приложения: |
|
| Имя свойства |
Значение |
Единицы измерения |
| Модуль упругости |
2e+011 |
N/m^2 |
| Коэффициент Пуассона |
0.32 |
NA |
| Массовая плотность |
7800 |
kg/m^3 |
| Предел текучести |
2.4817e+008 |
N/m^2 |
4.
Технологическая часть
4.1 Описание детали
Рассмотрим
технологию производства детали «вал-шестерня»- вал, выполняющее функцию
зубчатого колеса и шестерни в понижающем редукторе (промежуточный вал).
В процессе
работы деталь испытывает большие контактные напряжения и напряжения изгиба.
Надёжная работа механизма будет обеспечена в том случае, если данный вал
изготовить с высокой степенью точности и с высокой износостойкостью.
Тип
производства – единичное. Материал для изготовления зубчатого колеса выбираем
из стали: 20ХНЗА.

4.2 Основные
технические требования
- непараллельность торцевых плоскостей не более
0,05мм.
- отклонение посадочных поверхностей в пределах
шестого класса точности.
- твёрдость поверхности HRC 57….63
(глубина от 1,2 до 1,4мм)
- точность
изготовления 6-7 квалитеты
4.3 Способ получения
заготовки
Данная деталь
имеет крупные габаритные размеры. Изготовлять деталь будем методом точения из
заготовки, полученной отрезанием нужной длинны от круглого стального проката
диаметром 230 мм.
4.4
Укрупненный технологический процесс изготовления детали
| Операция |
Наименование операции |
| 00 |
Заготовительная. Отрезание. |
| 05 |
Термообработка: нормализация. |
| 10 |
Токарная черновая |
| 15 |
Токарная чистовая |
| 20 |
Промежуточный контроль. |
| 25 |
Долбление зубьев. |
| 30 |
Шевингование. |
| 35 |
Шлифование. |
| 40 |
Термообработка: цементация. |
| 45 |
Контрольная. |
4.5 Уточненный
технологический процесс изготовления детали
| № |
Вид |
Операции |
| 00 |

|
Заготовка - отрезание
|
| 05 |
|
Термообработка: нормализация. |
| 10 |

|
Черновая обработка |
| 15 |

|
Чистовая обработка |
| 20 |

|
Нарезание зубьев:
Зубья получают долблением на станках с ЧПУ.
Инструмент – долбяк.
|
|
|
|
Шевингование зубчатых венцов.Термообработка:
Цементация.
Твёрдость поверхностей
HRC 57…63.
Технические требования – глубина цементации
рабочих и переходных поверхностей зубьев после шевингования 1,2-1,4мм Шевингование
зубчатых венцов.
|
| 25 |
|
Шлифование |
| 30 |
|
Термообработка:
Цементация.
Твёрдость поверхностей
HRC 57…63.
Технические требования – глубина цементации
рабочих и переходных поверхностей зубьев после шевингования 1,2-1,4мм Шевингование
зубчатых венцов.
|
| 35 |
|
Окончательный контроль:
Производится в соответствии с рабочим чертежом
детали.
|
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
|

